
公司热线: 蔡生:13592796488
垃圾填埋场防渗系统
东莞市硕泰实业有限公司www.dgshuotai.com垃圾填埋场防渗系统
1、土工膜施工工艺
1.1、土工膜铺设工艺流程
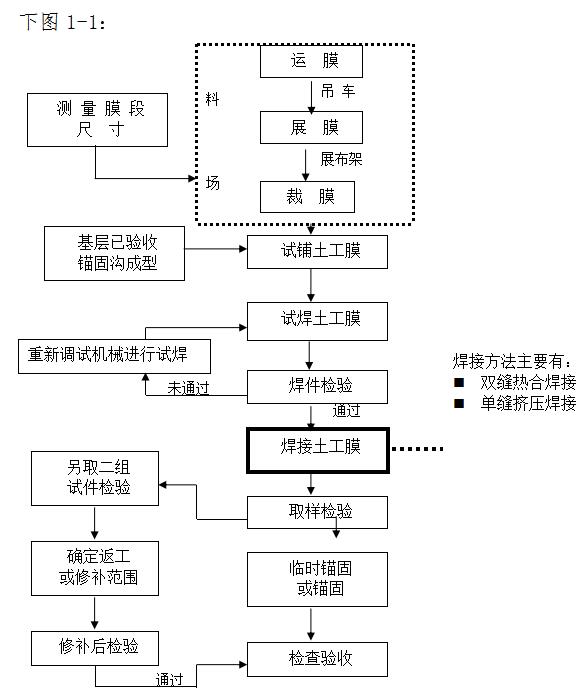
土工膜铺设分项工程包括从材料裁剪,到试焊、调试焊接设备、锚固、检查验收等全过程。
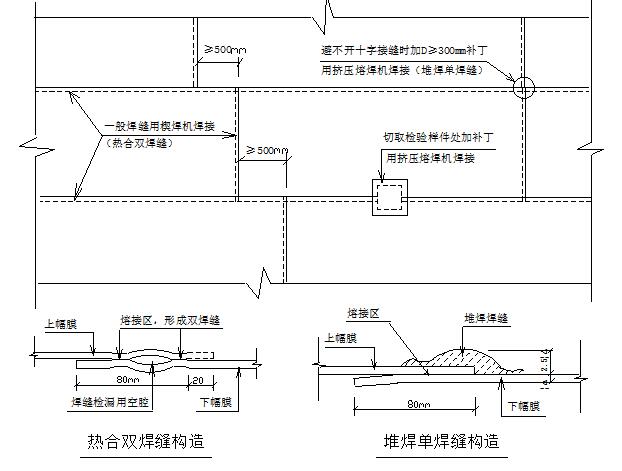
1.2、土工膜焊缝构造
土工膜的施工焊接主要有二种方法:双缝热合焊接和单缝挤压焊接,其操作应符合相关规范要求。
1.3、HDPE土工膜焊接技术方案
1.3.1、双缝热合焊机焊接
①、 双缝热合焊机焊接程序图
双缝热合焊机能一次完成一组双焊缝,并形成一个可充气检漏的空腔,可以使焊缝的检漏方法由真空法改进成充气法,的提高了工作效率。。
②、 双缝热合焊机的技术和工艺要求如下:
铺膜前,向工程师递交详细的铺膜图和进度计划表;
对铺膜后的搭接宽度的检查:HDPE膜焊接接缝搭接长度为100㎜。
在焊接前,要对搭接的200㎜左右范围内的膜面进行清理,用湿抹布擦掉灰尘、污物,使这部分保持清洁、干燥。
焊接部位不得有划伤、污点、水分、灰尘以及其他妨碍焊接和影响施工质量的杂质;
试焊。在正式焊接操作之前,应根据经验先设定设备参数,取300×600㎜的小块膜进行试焊。然后在拉伸机上进行焊缝的剪切和剥离试验,如果不低于规定数值,则锁定参数,并以此为据开始正式焊接。否则,要重新确定参数,直到试验合格时为止。当温度、风速有较大变化时,亦应及时调整参数,重做试验,以确保用与施工的焊机性能、现场条件、产品质量符合规范要求。试焊成功或失败的评定标准按照图所示。对粘结的焊缝进行剪切和剥离检验时,只能膜被撕坏,不能出现焊口的破坏(即FTB)。
1.3.2、挤压熔焊机焊接
①、挤压熔焊机焊接程序图
对于大面积的HDPE土工膜,主要是使用双缝热合焊机进行焊接。但对于非直接搭接的部位以及局部修补、加强处理等情况下,都必须使用挤压熔焊机。
②、挤压熔焊机的技术和工艺要求如下:
铺膜前,向工程师递交详细的铺膜图和进度计划表;
检查接缝处基层是否平整、坚实,如有异物,应事先处理妥善。
检查焊缝处的搭接宽度是否合适(≥60㎜),接缝处的膜面应平整,松紧适中,不致形成“鱼咀”。
定位粘接:用热风枪将两幅膜的搭接部位粘接。粘接点的间距不宜大于60~80㎜。要控制热风的温度,不可烫坏土工膜,又不得能轻易撕开。
打毛:用打毛机将焊缝处30~40㎜宽度范围内的膜面打毛,达到清洁,形成糙面。以增加其接触面积,但其深度不可超过膜厚的10%、打毛时要轻轻操作,尽量少损伤膜面。
垃圾填埋场防渗膜试焊:在正式焊接之前,要取不小于300×600㎜的小样,根据经验初定设备参数进行试焊。然后切取试件,在拉伸机上进行剪切和剥离试验,如果检验结果符合规定,则锁定设备参数依此焊接。否则,重新调机、试焊、检验,直到合格时为止。
试焊成功或失败的评定标准是:
对粘结的焊缝进行剪切和剥离检验时,只能膜被撕坏.
- 上一条:东莞寮步垃圾填埋场封场防渗工程完工
- 下一条:东莞垃圾填埋场施工完成情况介绍